

Stampaggio lamiera
Processi, applicazioni, controllo qualità
Lo stampaggio lamiera può essere utilizzato in diverse aree industriali. Vengono utilizzati diversi processi di produzione controllati da software. Questi processi di produzione si adattano in modo ottimale ai diversi materiali, agli spessori e ad altri fattori importanti.
Stampaggio lamiera: definizione e informazioni generali
Lo stampaggio lamiera riguarda processi di produzione in cui la sagomatura viene effettuata senza modificare la massa, il volume e la composizione del materiale. Tuttavia, la formatura modifica la superficie e le proprietà dei metalli da lavorare. A seconda della struttura reticolare, ciò può portare a dislocazioni migratorie (spostamento) o a gemellaggi. I pezzi grezzi vengono portati alla loro forma finale mediante un taglio di lamiera a livello. Ciò comporta spesso una leggera deformazione elastica (ritorno elastico). Il processo di stampaggio lamiera può essere utilizzato per produrre un’ampia gamma di componenti diversi. Questi componenti hanno un peso che va da alcune centinaia di grammi a diverse tonnellate.


La formatura viene solitamente eseguita con macchine speciali controllate elettronicamente, come presse, piegatrici e martelli a vapore. In base allo strumento integrato, molti di essi sono adatti a più processi produttivi. I materiali più comuni utilizzati nello stampaggio lamiera sono l’acciaio, il rame, l’alluminio, le leghe di alluminio e le leghe di rame (leghe lavorate). Si fa una distinzione in base a
- le temperature che si verificano tra la formatura a freddo, la formatura a semicaldo e la formatura a caldo
- il tipo di componente tra lo stampaggio lamiera e la formatura massiva
- il tipo di sollecitazione meccanica in conformità alla norma DIN 8582
- formatura a trazione (lunghezze, profondità, larghezze)
- formatura a pressione (formatura libera, laminazione)
- formatura per compressione a trazione (imbutitura profonda)
- formatura a taglio (spostamento, svergolatura)
- piegatura (bordatura, piegatura libera, piegatura girevole)
Inoltre, esistono anche processi speciali per lo stampaggio lamiera, come lo stampaggio a caldo e l’idroformatura. Per lo stampaggio lamiera si utilizzano solitamente lamiere piane, che vengono lavorate con la formatura a freddo. I componenti tridimensionali e quelli più grandi e pesanti vengono modificati con la formatura massiva. In questo processo si utilizza la formatura a freddo o a caldo. I processi produttivi comunemente utilizzati sono la piegatura, la laminazione, l’estrusione a impatto e l’estrusione.
Se lo stampaggio lamiera viene classificata in base al carico sul componente, sono disponibili più processi. Nel caso della formatura a compressione per trazione (DIN 8584), vengono eseguiti carichi simultanei di pressione e trazione con diverse direzioni effettive. Il sottogruppo più importante è l’imbutitura profonda. In questo processo, le lastre piatte vengono trafilate in forme cave per produrre corpi cavi come lattine, caschi e parti del corpo. Nel caso della formatura a trazione (DIN 8585), le lamiere vengono allungate e i corpi cavi espansi mediante sollecitazione di trazione. La piegatura (DIN 8586) viene eseguita principalmente mediante piegatura. La piegatura girevole utilizza un movimento rotatorio dell’utensile bloccato, mentre la piegatura libera utilizza un movimento rettilineo dell’utensile bloccato. Nella laminazione, la formatura del metallo viene eseguita da rulli rotanti.


Per la formatura a taglio (formatura dovuta principalmente a sollecitazioni da taglio, DIN 8587), l’utensile esegue un movimento di rotazione o un movimento rettilineo. La svergolatura viene utilizzata per la produzione di eliche e trapani, mentre lo spostamento viene utilizzato per la produzione di manovelle. La formatura a pressione (DIN 8583) viene eseguita, ad esempio, come laminazione (produzione di lamiere e lastre) o formatura libera (forgiatura a forma libera). A seconda del processo di stampaggio lamiera utilizzato, il cambiamento di forma si ottiene con movimenti speciali dell’utensile (piegatura) o creando la forma successiva nell’utensile in negativo (stampaggio, laminazione).
Lo stampaggio lamiera è ideale per la produzione di massa. Tuttavia, la forma non viene estratta in modo completamente preciso dal componente grezzo. Per ottenere il componente corretto, il campione deve essere rilavorato, ad esempio mediante rettifica. La maggior parte dei processi di stampaggio lamiera raggiunge una precisione compresa tra IT16 e IT12. I processi di precisione consentono persino un’accuratezza di IT8 o IT6. La cosiddetta idroformatura (formatura a celle fluide) è un metodo di stampaggio lamiera particolarmente economico, veloce e versatile. Viene quindi utilizzato per la produzione di piccole serie e per lo sviluppo di prototipi. Le presse a cella fluida sono utilizzate per produrre componenti per l’industria aeronautica, automobilistica e per i loro fornitori.
Le lastre da lavorare hanno spessori da 0,1 mm a oltre 16 mm. Le presse speciali, che richiedono poca manutenzione e sono facili da usare, consentono un controllo particolarmente buono della pressione sui componenti piccoli e una riduzione significativa della finitura manuale. Alcune presse a celle fluide ad alta velocità producono fino a 120 componenti all’ora. Con la flessoformatura è possibile produrre con un unico stampo anche geometrie complesse con tolleranze ridotte e superfici impeccabili.
Rispetto ai processi di taglio, la formatura dei metalli offre il vantaggio di un utilizzo ottimale del materiale: Non ci sono più rifiuti metallici. Inoltre, il componente ha un flusso di grana adatto all’uso. A parità di massa, si ottengono campioni di imbutitura e altri componenti di elevata resistenza e capacità di carico. Nella fresatura, invece, il flusso di grana è soggetto a stress perché la fresatura crea molti piccoli intagli nel componente. Gli utensili di formatura sono redditizi solo per la produzione su larga scala. La fresatura può già essere implementata a basso costo per singoli componenti e piccole serie.
Metodi di stampaggio lamiera e loro vantaggi e svantaggi
La formatura a freddo viene eseguita al di sotto della temperatura di ricristallizzazione. Durante la formatura a semicaldo, il componente viene riscaldato a una temperatura anch’essa inferiore alla temperatura di ricristallizzazione (da 600 a 950 °C). La formatura a caldo avviene riscaldando il materiale in modo da superare la temperatura di ricristallizzazione.
La formatura a freddo rende il materiale più solido, consentendo una lavorazione più accurata. La speciale struttura in fibra garantisce che il componente finito resista a un’elevata sollecitazione meccanica ed è quindi perfettamente adatto alla produzione di componenti rilevanti per la sicurezza nell’industria aeronautica e automobilistica. La formatura a semicaldo combina i vantaggi di entrambi i metodi. Si utilizza per produrre pezzi forgiati in leghe di acciaio per i quali la formatura a freddo non è possibile. I pezzi forgiati hanno tolleranze dimensionali ridotte, una superficie omogenea del materiale, solo lievi incrostazioni e talvolta anche geometrie più impegnative.
La formatura a caldo (hot forging) è un metodo molto dispendioso dal punto di vista energetico, adatto alla formatura di vari metalli. Questa tecnica di formatura porta a temperature comprese tra 1100 °C (leghe di acciaio) e 1300 °C (ferro). Queste temperature causano una superficie ruvida. Il restringimento del materiale avviene dopo il raffreddamento del componente. Per la formatura a caldo il componente non deve necessariamente essere riscaldato. A seconda del metallo, può essere sufficiente anche la temperatura ambiente.
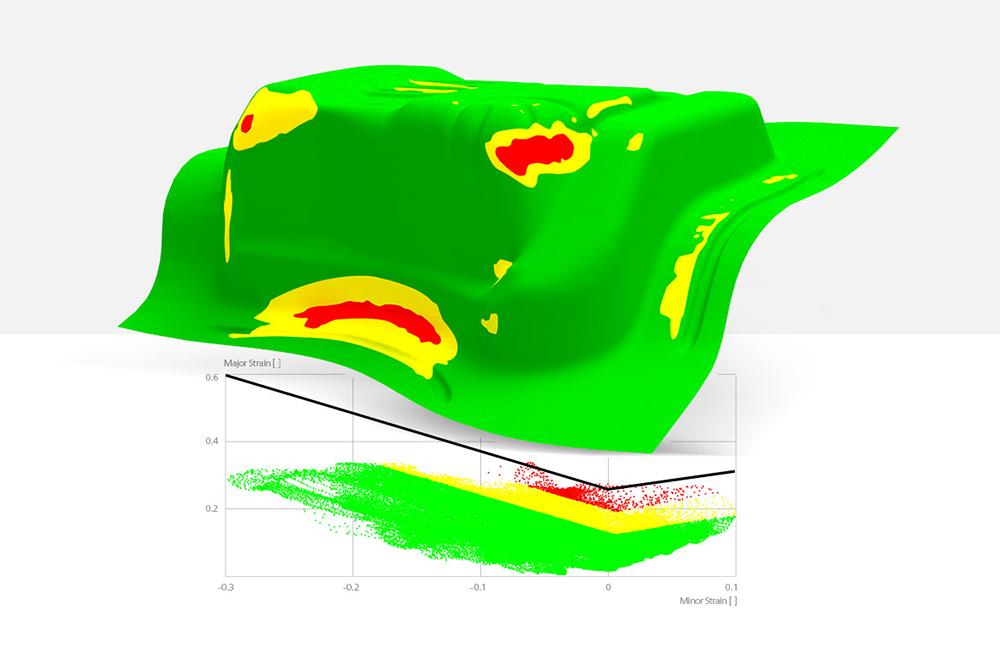
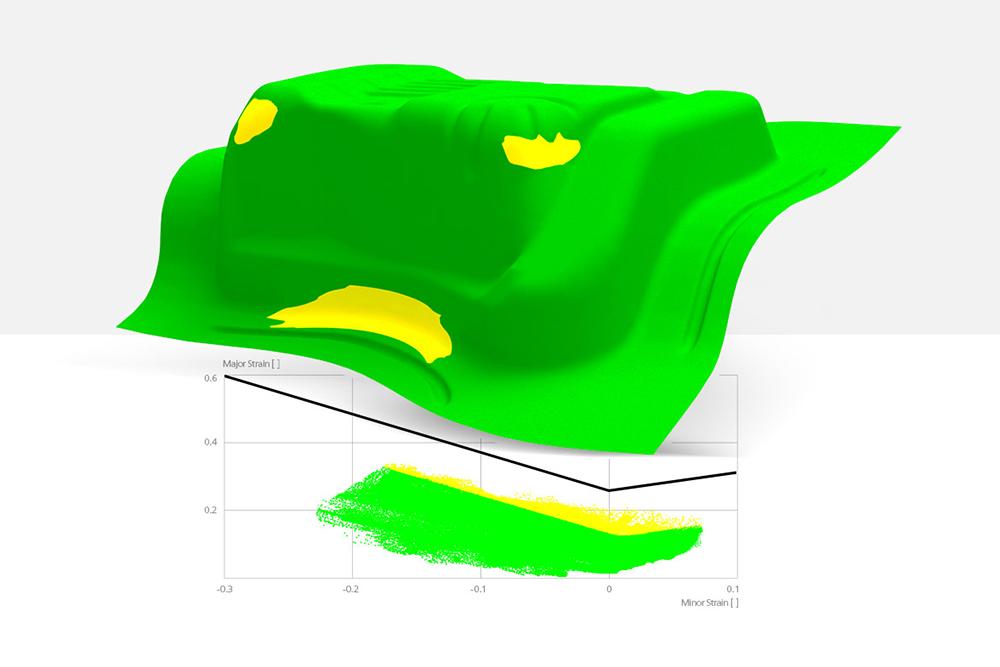
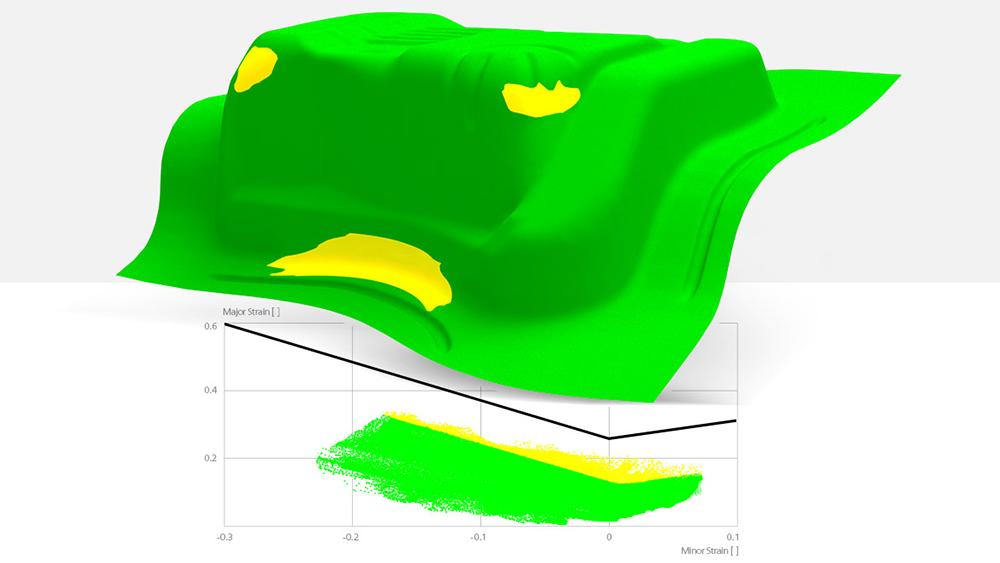
Software di simulazione e stampaggio lamiera
La moderna tecnologia di formatura, come altre aree di ricerca, utilizza la simulazione. A tal fine, vengono utilizzati diversi programmi software. Riproducono visivamente la formatura del metallo, la calcolano e presentano i risultati in forma grafica. Grazie alla pianificazione digitale integrata dei processi, è possibile prevedere con precisione i possibili errori e migliorare i processi tecnici e l’input di materiale. Il software di simulazione esamina lo stampaggio lamiera in termini di qualità, funzionalità, costi e tempi di lavorazione e valuta i risultati ottenuti. L’operatore imparerà anche a modificare il progetto per soddisfare i requisiti di qualità.





Quali industrie utilizzano lo stampaggio lamiera?
Lo stampaggio lamiera è adatto a quasi tutti i settori manifatturieri: Il settore automotive lo utilizza per produrre parti di carrozzeria per impieghi gravosi, come parafanghi, cofani e porte di veicoli. L’industria alimentare utilizza lattine realizzate con l’aiuto della tecnologia di formatura. Può anche essere utilizzato per produrre componenti come ali ed eliche per l’industria aerospaziale. Anche i fornitori di elettrodomestici traggono vantaggio dai vari processi di formatura della lamiera. Utilizzano i componenti di lamiera finiti nelle cappe da cucina, nei lavelli e nei congelatori. Inoltre, lo stampaggio lamiera viene utilizzato nella costruzione di apparecchiature, di impianti, nelle tecnologie elettriche, farmaceutiche, mediche, di misurazione e controllo. Anche le tecnologie di ventilazione, condizionamento e comunicazione utilizzano questi metodi.
Cosa osservare quando si piega la lamiera
Quando la lamiera viene piegata, la forza viene applicata in modo uniforme e lineare o selettivo. Il grado di deformazione dipende dal grado di questo momento flettente. Le macchine per la goffratura, le piegatrici circolari e le presse piegatrici consentono diversi tipi di piegatura. Nella pressa piegatrice, l’utensile preme sulla lamiera con una certa forza. Nel punto di contatto viene applicata una forza altrettanto forte in direzione opposta. Le due forze devono lavorare in modo così intenso da alterare in modo permanente la lamiera. A tal fine, l’operatore industriale deve sapere fino a che punto il materiale metallico in questione può essere sottoposto a carico e come si comporta in caso di forza applicata. Per una deformazione permanente, la forza applicata deve superare l’intervallo di deformazione elastica.
Anche la composizione del materiale e la resistenza alla trazione svolgono un ruolo importante. Anche quest’ultimo non deve essere superato per evitare di danneggiare il materiale. Per calcolare la forza di pressatura necessaria, è necessario conoscere la lunghezza del bordo. La lunghezza di bordatura aumenta proporzionalmente alla lunghezza di piegatura. Inoltre, sono richiesti lo spessore del materiale, l’angolo di piegatura e la direzione di laminazione. Spessori maggiori di materiale richiedono in genere raggi di curvatura più ampi. Se l’utensile non raggiunge il raggio di curvatura minimo, il componente può rompersi, l’esterno può incrinarsi e l’interno può presentare delle pieghe.



